

PDM - Upravljanje tehničnih podatkov
Temelj vsakega informacijskega sistema so kvalitetni osnovni podatki
Pravilno organizirani podatki o artiklih, materialih, poslovnih partnerjih, delovnih mestih, osebah in ostali, so temelj za celotni sistem. Za načrtovanje proizvodnje pa je potrebno zagotoviti kvalitetne podatke o zgradbi izdelkov (kosovnice, risbe) in načinu izdelave (operacije, delovna mesta, časi izdelave). Na osnovi teh podatkov je zagotovljen tudi izračun direktnih stroškov za vsak element v procesu izdelave.
PDM je sistem za upravljanje vseh podatkov, povezanih z izdelkom, skozi njegov življenjski cikel. Uporablja se predvsem v inženirstvu, razvoju izdelkov in proizvodnji.
Podatki obsegajo razvoj izdelkov in njihovo definicijo. Določiti je potrebno strukturo artiklov (kosovnice) in tehnološke postopke za izdelavo. Sestave se gradi na tak način, da je struktura artikla stalno prikazana na ekranu, omogočene pa so tudi variantne strukture. Na osnovi kosovnic so pripravljeni razni izpisi (konstrukcijska, proizvodna, kalkulacijska, strukturna, modularna, zbirna kosovnica …). V modulu je pripravljena tudi evidenca risb (format, arhiv, odg. oseba) in urejeno shranjevanje ter pregled ali tiskanje risb. Tehnologija izdelave za posamezen artikel pa je definirana z delovnim mestom, na katerem se operacija izvaja in z ustrezno operacijo (časi, opis dela, planski podatki). Za enolično določitev postopkov je predviden katalog standardnih operacij.
PDM vzdržuje strukturo artiklov (kosovnice) in postopke izdelave. Struktura artiklov obsega vse stopnje od končnih izdelkov, preko sklopov, podsklopov, obdelovancev, do kupljenih delov in surovin. Postopki izdelave vsebujejo vse operacije, odnose med sestavnimi deli in operacijami, orodja in delovna mesta. V področje tehničnih podatkov spada tudi urejeno arhiviranje risb.
Modul za vodenje proizvodnih podatkov daje uporabniku orodja za opisovanje zgradbe proizvodov in pripadajočih postopkov izdelave. Vzpostavlja in vzdržuje hierarhijo strukture izdelkov v bazi podatkov, Vključuje vse materialne artikle: končne izdelke na najvišjem nivoju, večje sklope, manjše sklope, kupljene dele in surovine. Tehnične spremembe lahko vključujemo s takojšnjim učinkom. Opisi postopkov vključujejo in vzdržujejo vse operacije in delovna mesta, vezana na vsak artikel. Ta modul omogoča uporabniku razvijanje in vzdrževanje natančnih kosovnic, delovnih postopkov in izdelavnih časov. Dosegljive so tudi informacije o izdelkih in postopkih, ki so potrebne za analize in kontrole.
MODUL PDM OMOGOČA:
- Optimizacijo proizvodnega procesa
- Razvijanje in vzdrževanje natančnih kosovnic, delovnih postopkov in izdelavnih časov
- Boljšo sledljivost spremembam in zgodovini tehnoloških postopkov ter kosovnic
- Izračun direktnih stroškov za vsak element v procesu izdelave
- Hitrejši razvoj izdelkov
- Upravljanje z risbami: zgodovina, verzije risb
- Optimizacijo dobavnih verig
- Nastavitev časa za pripravo in časa za izdelavo
DOLOČITEV STRUKTURE IZDELKA
Funkcija strukturiranja izdelka predstavlja sredstvo, s katerim razvijamo in vzdržujemo kosovnice, ki določajo logične povezave med materialnimi artikli. S tem določamo nadrejene in podrejene sestavne dele ter njihov medsebojni položaj v strukturi izdelka. Te strukture se lahko spreminjajo, npr. zaradi konstrukcijskih izboljšav in sprememb v postopku izdelave ter v odločitvah, ali nek del izdelati v podjetju ali kupiti. Glede na proizvodni proces je lahko pojem strukture izdelka različno imenovan, npr.: kosovnica, popis delov, formula, receptura.
") Sistem avtomatsko dodeljuje in vzdržuje hierarhijo nivojskih številk. Te številke so interno generirane oznake najnižjega nivoja vgradnje in se uporabljajo za nadzor postopka 'razgradnje kosovnice' ter pravilnosti strukture izdelka. Nivo vgradnje je v sistemu GoSoft poravnan na najnižji nivo. To pomeni, da dodelimo artiklu, ki nima nobenih sestavnih delov, najnižji nivo vgradnje v strukturi, to je nivo 0. Nivo vgradnje kateregakoli artikla v strukturi se zato izračuna za en nivo višje od najvišjega nivoja vgradnje njegovih neposrednih sestavnih delov. Na ta način so surovine in kupljeni deli v vseh strukturah izdelkov vedno na nivoju vgradnje 0. Končni izdelek pa ima vedno najvišji nivo vgradnje v svoji strukturi. Shema poravnana na najnižji nivo vgradnje je posebno prikladna za postopek sestavljanja (izračunavanja) cene izdelka. Vsak materialni artikel se v datoteki pojavlja samo enkrat, čeprav je lahko uporabljen v mnogih različnih strukturah sklopov in ima samo eno nivojsko številko, ki pomeni najnižji nivo vgradnje v kateremkoli sklopu.
Sistem avtomatsko dodeljuje in vzdržuje hierarhijo nivojskih številk. Te številke so interno generirane oznake najnižjega nivoja vgradnje in se uporabljajo za nadzor postopka 'razgradnje kosovnice' ter pravilnosti strukture izdelka. Nivo vgradnje je v sistemu GoSoft poravnan na najnižji nivo. To pomeni, da dodelimo artiklu, ki nima nobenih sestavnih delov, najnižji nivo vgradnje v strukturi, to je nivo 0. Nivo vgradnje kateregakoli artikla v strukturi se zato izračuna za en nivo višje od najvišjega nivoja vgradnje njegovih neposrednih sestavnih delov. Na ta način so surovine in kupljeni deli v vseh strukturah izdelkov vedno na nivoju vgradnje 0. Končni izdelek pa ima vedno najvišji nivo vgradnje v svoji strukturi. Shema poravnana na najnižji nivo vgradnje je posebno prikladna za postopek sestavljanja (izračunavanja) cene izdelka. Vsak materialni artikel se v datoteki pojavlja samo enkrat, čeprav je lahko uporabljen v mnogih različnih strukturah sklopov in ima samo eno nivojsko številko, ki pomeni najnižji nivo vgradnje v kateremkoli sklopu.
Omogočene so sledeče oblike podatkov o vsakem artiklu:
- Enostopenjska kosovnica (modulna
 kosovnica). To je spisek neposrednih sestavnih delov nekega artikla. Seznam je enostopenjski, to pomeni, da vsebuje samo neposredno vgrajene sestavne dele.
kosovnica). To je spisek neposrednih sestavnih delov nekega artikla. Seznam je enostopenjski, to pomeni, da vsebuje samo neposredno vgrajene sestavne dele. - Enostopenjski pregled uporabe sestavnega dela. To je spisek vseh sklopov in podsklopov, v katere je sestavni del neposredno vgrajen.
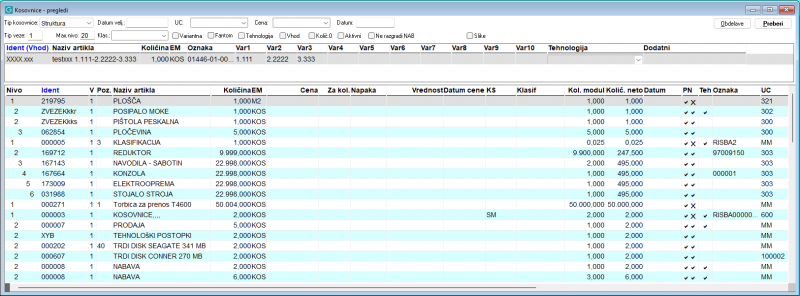
- Večstopenjska kosovnica (strukturna kosovnica). To je popoln seznam vseh sklopov, podsklopov, delov in surovin nekega artikla. Izpis je običajno tudi vizualno tako 'nazobčan', da je zgradba vsakega sklopa in podsklopa lepše vidna. Prikazani so lahko različni podatki.
- Večstopenjski pregled uporabe. Spisek vseh sklopov in podsklopov, v katerih je sestavni del vsebovan neposredno ali posredno.
- Zbirna kosovnica. Spisek vseh sklopov, podsklopov, delov artikla s kumulativnimi količinami, potrebnimi za izdelavo zahtevanega števila izdelkov.
IZDELAVA KOSOVNICE
Kosovnico izdelka ustvarimo z beleženjem odnosov med sestavnimi deli in nadrejenimi sklopi. Zapis sestavnega dela uporabljamo za vzpostavitev odnosa med dvema materialnima artikloma, to je za določitev nadrejenega sklopa, podrejenega sestavnega dela in količine le-tega, vsebovane v eni enoti nadrejenega artikla. Z vnosom potrebnega števila zapisov sestavnega dela za vse nastopajoče nadrejene artikle lahko opredelimo poljubno število struktur. Sestavljenost navzdol in pripadnost navzgor v strukturah se avtomatsko ugotavlja na osnovi takšnih posameznih zapisov nadrejenosti oz. podrejenosti. Ta modul omogoča uporabniku tudi brisanje celotnih modulov ali posameznih sestavnih delov v kosovnici.
HITRA IZDELAVA KOSOVNIC
Kopiranje
Za pomoč uporabniku pri izdelavi kosovnic s podobno strukturo omogoča GoSoft kopiranje že obstoječe kosovnice z vsemi sestavnimi deli, nakar jo lahko dodelamo z dodajanjem ali brisanjem zapisov, ki so različni pri novem artiklu.
Variantne kosovnice - artikli
Še boljši način določanja podobnih struktur je izdelava variantnih kosovnic. Ta način omogoča izdelavo različnih izvedb artiklov z eno samo kosovnico, oziroma eno identifikacijsko številko. Način je primeren za enake artikle z različnimi barvami, opcijskimi sestavnimi deli, različnimi površinskimi obdelavami ipd. Pri takih artiklih lahko vodimo naročila, naloge v proizvodnji in zaloge tudi po variantah.
Dodatne priročne transakcije
GoSoft vsebuje tudi nekatere transakcije, ki uporabniku olajšujejo vzdrževanje kosovnic:
- Brisanje kosovnic. Z eno transakcijo lahko izbrišemo iz baze podatkov celotno enostopenjsko (modulno) kosovnico.
- Nadomeščanje sestavnega dela. Z eno transakcijo lahko nadomestimo nek sestavni del z novim v vseh sklopih, kjer se pojavlja.
- Brisanje vseh uporab sestavnega dela. Z eno transakcijo lahko izbrišemo določen sestavni del v vseh strukturah.
DELOVNI POSTOPKI
Druga ključna funkcija tehničnih podatkov je izdelava tehnoloških postopkov za proizvodne artikle. Postopki vsebujejo zaporedje in opis planiranih operacij, potrebnih za izdelavo nekega obdelovanca. Delovni postopki vsebujejo naslednje podatke:
- podatke o delovnem mestu
- opis operacij in časov
- opombe (komentar)
- odnos med operacijami in sestavnimi deli
- varianto izdelave
OPERACIJE
Podatke o operacijah lahko dodajamo, spreminjamo ali brišemo in s tem zagotovimo ažurnost postopkov izdelave ali montaže. Ti podatki vsebujejo:
- zaporedno številko operacije in opis
- številko delovnega mesta, kjer se operacija opravlja
- pripravljalni čas
- izdelavni čas za en kos (ali več kosov)
- faktor količinskega izmeta za pripravo
- odstotek izdelavnega izmeta
- planirane delitve serije, časa in faktor prekrivanja
Podatke črpamo iz kataloga standardnih operacij, kjer predhodno definiramo predvidene operacije za proizvodnjo. Pri pisanju tehnološkega postopka enostavno nizamo standardne operacije v določenem zaporedju in po potrebi prilagajamo operacije za potrebe določenega artikla. Za vsako standardno operacijo lahko ugotovimo v katerih postopkih je uporabljena.
Komentarji
Zapise komentarjev lahko uporabimo za dodatne opise operacij, npr.: za navodila za pripravo delovne operacije, kontrolne predpise, navodila za preizkuse, itd.
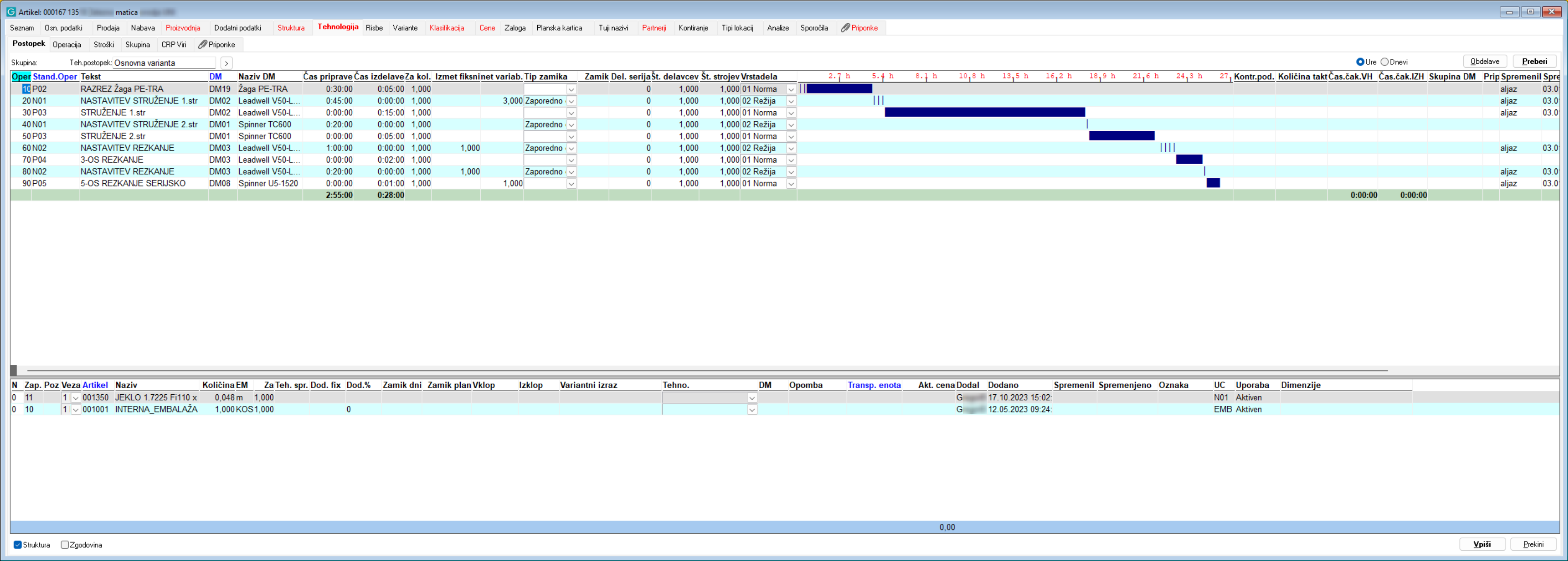
Primer tehnološkega postopka:
DELOVNA MESTA
Podatki o delovnih mestih (slika 12) opisujejo vse različne proizvodne vire, ki sestavljajo delavnico. Delovno mesto je lahko posamezen stroj, skupina strojev, delovna postaja ali kakršenkoli del proizvodnih delavnic, ki ga želimo posebej nadzorovati.
Delovno mesto lahko opišemo tudi za druga fizična ali funkcionalna področja v proizvodnji, kjer se odvija delo, ki ga želimo terminirati ali nadzorovati, npr.: tehnične službe, kooperanti, medfazna skladišča. GoSoft omogoča navezavo več delovnih mest na en upravljalni center (npr. delavnico ali obrat) z namenom zbiranja podatkov.
Podatki o delovnih mestih lahko obsegajo: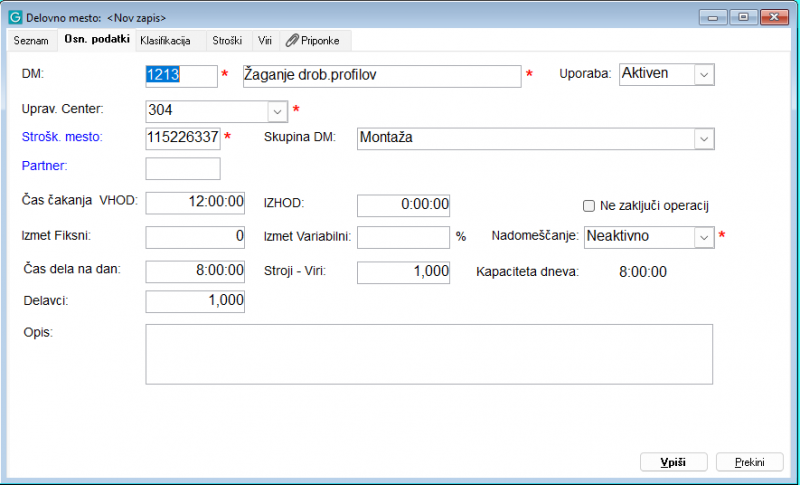
- kapaciteto delovnega mesta
- ceno ure izdelave in priprave
- dolžino delovnega dne
- faktor izgub za pripravo serije
- faktor izmeta med izdelavo
- povprečne čakalne in transportne čase
POVEZAVE MED KOSOVNICAMI IN POSTOPKI IZDELAVE
Vsakemu sestavnemu delu v strukturi izdelka lahko določimo na kateri tehnološki operaciji se uporablja. Pri izpisu delavniške dokumentacije ali pri drugih pregledih je tako prikazan potreben material pri ustrezni operaciji. Sestavni deli, ki nimajo tega podatka, se smatrajo, da so potrebni na začetku postopka.
STANDARDNE OPERACIJE
Ker se v proizvodnji običajno uporabljajo podobne operacije pri različnih obdelovancih, je smiselno takšne operacije standardizirati. Take operacije v delovnih postopkih vključimo v želeno zaporedje, na postopku pa po potrebi popravimo operacijo (čase izdelave in opis). Na ta način dosežemo manjši vpliv tehnologov na operacije in standardizirane tehnološke postopke.
PRERAČUNAVANJE ČASOV
GoSoft vsebuje tudi poseben podprogram, ki omogoča izračun časov izdelave glede na parametre obdelave (vrsta operacije, dolžina, širina artikla …). Ko pripravimo podatke (algoritme) za izračun časov, lahko avtomatsko izračunamo čase za cel postopek ali za posamezno operacijo.
KALKULACIJA STROŠKOV
Omogoča določitev različnih vrst cen z vodenjem zgodovine. Cene so lahko vnesene ročno (likvidacija prejetih računov) ali izračunane iz tehnoloških postopkov in strukture izdelka. Na vseh nivojih vgradnje so cene razdeljene na različne tipe stroškov (delo, material, storitve …). Na osnovi dejansko porabljenega materiala in opravljenega dela, pa se izdela tudi po kalkulacija naloga.
Na osnovi matičnih in tehničnih podatkov je omogočen izračun predkalkulacijske cene. Omogočeno je vzdrževanje več vrst cen v različnih oblikah (zgodovina cene, delitev stroškov, splošni stroški ipd.). Na osnovi povratnih informacij iz proizvodnje pa je dosegljiva pokalkulacija naloga ali artikla.
Funkcija seštevanja stroškov (cen) v sistemu GoSoft sešteva prirastke stroškov na vsakem nivoju (ločeno stroške materiala, izdelave, storitev …) skozi celo strukturo izdelka tako, da dobimo kumulativne stroške za vsako stopnjo sestavljenosti od obdelanca, preko podsklopov pa vse do končnega izdelka. Kumulativni stroški (cene) so enaki prirastkom samo pri artiklih z najnižjim nivojem vgradnje, ki nimajo podrejenih sestavnih delov, to so kupljeni deli in surovine. Prirastke stroškov na posamezni stopnji vnašamo ročno, lahko pa se stroški izdelave in priprave izračunavajo iz postopkov. Izračun cen skozi celotno bazo podatkov se opravi na željo uporabnika. To je običajno potrebno ob vnosu novih artiklov ali za izvršitev popravkov cen ob tehničnih spremembah, prav tako pa ob spremembi cen materialov na trgu. Izračun novih cen je zato vedno pod nadzorom uporabnika. Slika kaže primer izračunavanja cen za namišljeno strukturo.
Kumulativne cene določamo na sledeči način:
- Seštejemo vse kumulativne stroške neposredno podrejenih sestavnih delov.
- Prištejemo prirastke cen za obravnavani nivo strukture.
- Seštevek vpišemo v polje kumulativnih stroškov tega artikla.
Postopek ponavljamo po nivojih vgradnje navzgor, dokler ne dosežemo končnega izdelka.

ZBIRANJE IZDELAVNEGA ČASA
GoSoft daje uporabniku možnost prikazovanja števila ur izdelave za vsak artikel in to bodisi prirastke na posameznem nivoju kot tudi kumulativne vrednosti za vse podrejene dele. Vse kumulativne čase za posamezne nivoje vgradnje sistem sam izračuna po enakem principu kot kumulativne stroške.
PRIMERJAVA MED CENAMI
Za vsak artikel lahko vzdržujemo več serij prirastkovnih in kumulativnih cen. Eno takšnih serij cen lahko ohranimo nespremenjeno daljšo dobo, npr. celo leto, da služi za osnovo primerjav. V drugi seriji stroškov pa vzdržujemo tekoče stanje cen in stroškov, kar uporabimo za tekoče kalkulacije. Za vsako serijo cen lahko določimo način vzdrževanja in karakteristike:
- Kalkulativna cena omogoča vzdrževanje in avtomatski izračun vrednosti dela, vrednosti materiala, vrednosti storitev in drugih stroškov.
- Datumski tip cene omogoča vodenje zgodovine cen, pri vsakem vnosu cene se kreira nov zapis. Po želji lahko zastarele cene brišemo.
Med posameznimi serijami cen so omogočeni prenosi, pri katerih lahko upoštevamo faktor pretvorbe. Pri vsakem vnosu ali izračunu cene se zapiše tudi čas in odgovorna oseba, ki je spremembo cene povzročila.
SIMULACIJA VPLIVA SPREMEMBE CEN
Včasih je potrebno vnaprej ugotoviti vpliv nekaterih sprememb cen, npr. nabavnih cen nekaterih artiklov ali pa spremembe urnih ali fiksnih stroškov. Takšno simulacijo opravimo z uporabo funkcije seštevanja stroškov in funkcije pregleda uporabe. Predvidene nove stroške prikažemo na zaslonu ali papirju, medtem ko ostanejo v bazi podatkov še vedno sedanje vrednosti. To pomeni, da lahko seštevanje stroškov po uporabnikovi odločitvi opravimo zares ali pa samo simuliramo.
